
In this article (expand)
Coming up: What if we could improve the quality of our components using simple measurement data and analysis? The result would be reduced rejection rates, improved customer quality and strengthened relationships with our suppliers.
The Importance of Process Capability
The management of component quality is thoroughly integrated into supply chains in the automotive industry. What about for the rest of us in small-to-medium enterprise manufacturing and assembly? Are we actively managing our supplier quality, and do our suppliers truly understand the concepts and metrics of process capability, such as Cpk and sigma level?
Tier-one suppliers to the automotive industry are expected to demonstrate their process capability, probably at a Cpk of 1.67 or a sigma level of 5 or better. Now, that might represent an unrealistic target to impose on our smaller suppliers, but not tracking process capability would be missing a useful quality management metric.
Case Study: Working With Suppliers
Background Information

This example focuses on the assembly of laboratory instruments used to measure exposure to volatile organic solvents. A small sampling tube containing an absorbent core is worn by anyone potentially exposed and then analysed at the end of each shift. The instrument used to analyse these samples has a carousel that holds up to 50 sample tubes for sequential analysis.
It is important to seal the ends of the sampling tube both before and after the task to avoid degradation or contamination, and issues arise if seal caps are lost before the analysis or if the automated handling fails to remove the cap. The diameter of the tube is therefore critical in achieving a gas-tight seal. It was this tube diameter that was the subject of the following capability study that led to a significant improvement in supplier quality.
The issue was further complicated by the use of three different types of sample tubes for various analysis applications, sourced from suppliers using different materials and manufacturing processes, although all were produced to the same external diameter specification.
The Analysis: Establishing the Baseline
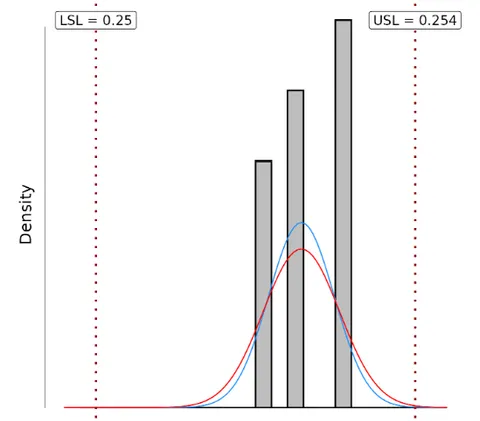
A process capability analysis was performed on the three different tube types relative to the specification limits of the seal caps. Small samples, only 25 or 30 components of each type, were taken, representing short-term samples. These tell us very little about long-term performance, but the initial conclusions were obvious.
- Supplier 1
- Cpk 1.2
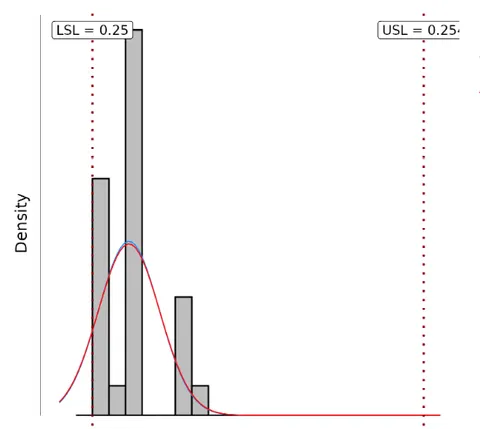
- Supplier 2
- Cpk 0.4
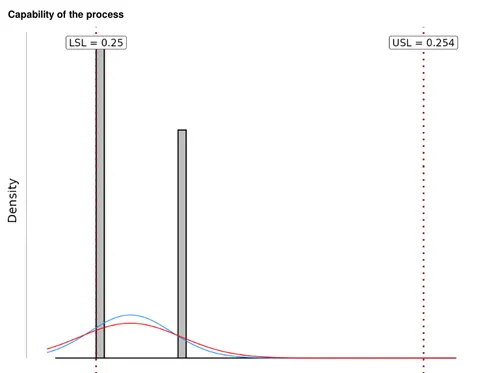
- Supplier 3
- Cpk 0.3
None of the suppliers met the target Cpk of 1.67. Considering these were small, short-term samples, the longer-term Cpk (or Ppk) was likely much worse.
Outcome: Improvements and Monitoring
With some explanations and example demonstrations, an agreement was reached with the suppliers to set a long-term Ppk of 1.2 as an initial goal. At the very least, suppliers would need to re-centre their processes and establish a monitoring routine.
Supplier 3 had the easiest fix: a simple adjustment to their grinding process, and an hourly Xbar R control chart to monitor for changes. Suppliers 1 and 2 needed to make adjustments to tooling, one for a hot forming process on glass and the other for cold forming of steel. These took a little longer and required some investment in tooling, but resulted in a stable output.
"Working with our suppliers to establish a realistic assessment of their process capability that replaced a simplistic goal post model of quality, produced significant quality gains and helped to eliminate analysis failures for our customers."
Related: